
聯系方式
銷售熱線:0755-27058848
0755-27058348
13510090193(同微信)
E-mail:mail@chinarongde.com
地 址:深圳寶安燕羅街道下圍水工業區1棟

當前位置:首頁 >新聞資訊 > 行業新聞
吊掛式自動噴漆生產線工藝流程闡述
發布時間:2015-07-24 15:00:08 發布人:本站
- 1.產品參數
產品尺寸:直徑為800mm的回轉體,最大長度為8000mm,表面帶有翼狀平板;
噴涂范圍:產品外表面,表面積為3m2-12m2;
產品重量:主產品重900kg,最大1.5噸,預計采用吊裝噴涂;
產品材料:鋁合金和復合材料。
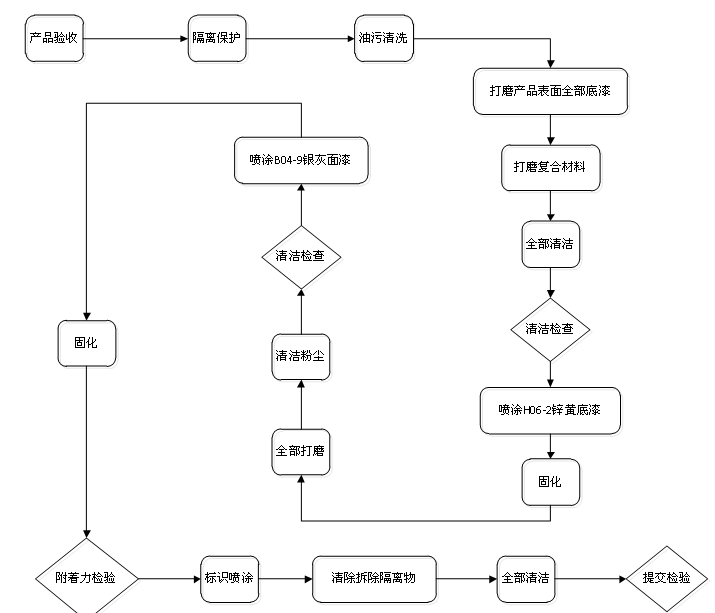
2.現有噴漆工藝流程
以H06-2鋅黃底漆、B04-9銀灰面漆為例,具體的噴漆過程流程圖如圖1所示。
3.廠房規劃
廠房初步規劃如圖2所示,生產線所需平面面積為:60mX24m,其中1、2、3、5、6、7站位的面積均為10mX10m;4、8站位面積分別為24mX10m;9、10站位面積和為24mX10m;4站位烤漆房采用導軌預埋方式,每個烤漆房間按三條導軌進行設計;8站位鋪設自動化橫向移動導軌,可將產品選擇性地向4站位調轉運輸。
圖2生產線布局圖
備注:①隔離保護站位;②清洗、打磨清潔站位;③底漆噴涂站位;④烤漆固化站位;⑤底漆打磨站位;⑥面漆噴涂站位;⑦標識噴涂站位;⑧展品調轉運輸站位;⑨交付檢驗及調轉運輸站位;⑩調轉運輸站位。
4.噴漆生產線流程
1)10站位為產品調轉運輸區,10站位將產品交付至1站位,開始產品的噴涂流水作業。
2)產品首先進入1站位,由工人對產品進行交接驗收及隔離保護,之后將產品經由導軌傳輸至2站位,1站位第一架產品工作結束,進行下一產品的交接驗收。
3)2號站位工人接收產品后,對產品進行清洗表面、打磨及清潔,之后將產品經由導軌直接傳輸至3站位,2站位該架產品工作結束,向1站位發出信號,1站位收到信號后將合格產品經由導軌傳輸至2站位。
4)3站位接收產品后,對產品進行噴底漆操作。此站位為自動噴涂區域,無需人工操作。噴涂結束后,經8站位調轉運輸至4站位進行烘烤。
5)4站位為烤漆固化站位,產品進入4站位進行固化,依據室溫自動判別后設定產品固化時間。
6)固化結束后,產品經8區調轉傳輸至5站位,在該站位對產品進行打磨及清洗,合格后,經由導軌傳輸至6站位。
7)6站位接收產品后,對產品進行面漆噴涂工作,此站位為自動噴涂區域,噴涂結束后,對產品進行固化,之后產品經由導軌傳輸至7站位。
8)7站位工人對產品進行外觀、厚度、附著力檢查,檢查合格后,對產品進行標識噴涂工作。標識噴涂結束后,產品進行固化。
備注:當生產緊張時,6、7站位允許容納兩架產品
9)固化結束后,產品經由導軌傳輸至9站位,工人對產品進行清除隔離物、清潔、檢查等工作,合格后進行檢驗交付。
10)噴漆生產線廠房設立自動化監控室,監控人員設置1-2名,對整個生產線進行自動化指令的下發及人員協調調動。
該生產線需要配備多輛噴漆車(噴漆車采用吊掛形式與產品對接,并通過安裝輪在導軌上運輸),通過對小車進行編碼,對產品的狀態和任務調配進行自動控制。產品在運輸車和噴漆車之間的吊裝工作在9站位和10站位進行,9站位使用完的小車通過導軌運輸到10站位待命,構成閉環。
5.自動噴漆生產線要求
涂料:H06-2鋅黃底漆;B04-9銀灰面漆;
噴涂厚度:底漆20-30μm,面漆60-80μm;
底漆涂料只一種顏色,面漆顏色多種,需要自動切換涂料;
噴漆房有一定的無塵要求,同時溫度>12℃,濕度<75%。
好品質-選榮德:榮德機器人歡迎您!20年研發自動噴涂設備經驗,國家級高新技術企業,七百平米實驗室提供免費試機打樣!免費試噴打樣熱線:138 2368 0921 白小姐 噴涂視頻:http://qp7988.com/
深圳市榮德機器人科技有限公司
深圳市寶安區燕羅街道下圍水工業區第1棟
銷售熱線:0755-27058848/27058348
13510090193(同微信)
服務熱線:0755-27058848
采購熱線:0755- 27058348
采購熱線:0755- 27058348
E - mail:mail@chinarongde.com
在線Q Q:516886857